
“July retail sales showed slight deceleration in spending, but nothing to derail our outlook for a record year,” NRF president and CEO Matthew Shay said. “Though the delta variant is presenting health challenges while supply chain disruptions along with unfilled job openings are presenting business challenges, the consumer and broader economy continue to display steady strength aided by advanced tax credit payments and strong gains in the labor market and personal incomes.
We remain optimistic that the strength of the American consumer and ingenuity of the retail industry will produce continued growth heading into the fall. We encourage people to get vaccinated as soon as possible to stop the spread of the virus and to keep our economy growing,” Shay said.
“Despite this monthly dip, the economy has rebounded quite well and is more than just on the mend,” NRF chief economist Jack Kleinhenz said. “The consumer has continued to be resilient and recent price increases brought on by constraints in the supply chain have not dampened the robust demand seen during the past year. If retailers could find more inventory, they could sell it.
“Going forward, consumers are a bit fearful again as we approach another possible wave of COVID-19 infections, but they’ve learned to live with the virus and shopping continues. The delta variant could impact local markets, especially where vaccination rates are low, but doesn’t appear likely to show up in the national data.”
The shift to spending on services was expected as more of the economy reopened, and this year’s move of the Amazon Prime Day promotion to June may have siphoned off some sales that normally come in July. But Kleinhenz said consumer finances are in good shape with a cushion from paying off debt and building up savings. Employment and wages have seen recent back-to-back increases, and advance child tax credit payments going out for the second month in a row should provide a bump for spending. Solid back-to-school spending contributed to July’s results and is expected to spill over into August as well.
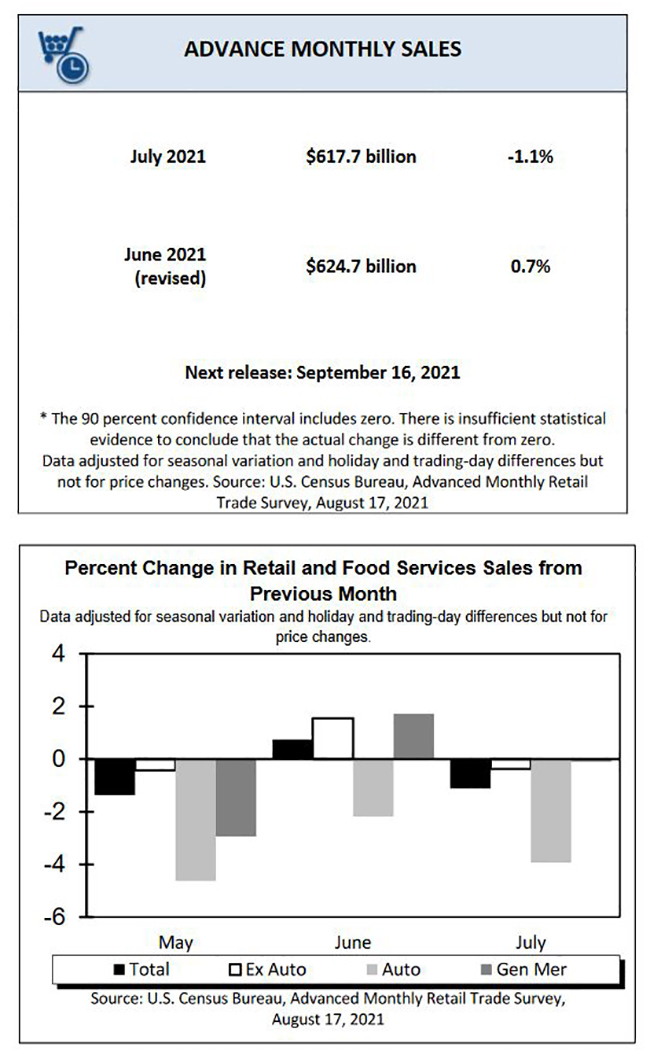
This week, the U.S. Census Bureau said overall retail sales in July were down 1.1 percent seasonally adjusted from June but up 15.8 percent year-over-year. That compares with an increase of 0.7 percent month-over-month and an increase of 18.7 percent year-over-year in June. Despite occasional month-over-month declines, sales have grown year-over-year every month since June 2020, according to Census data.
NRF’s calculation of retail sales—which excludes automobile dealers, gasoline stations and restaurants to focus on core retail—also showed July was down 1.1 percent seasonally adjusted from June but showed that the month was up 9.5 percent unadjusted year-over-year. That compared with a month-over-month increase of 1.1 percent and a year-over-year increase of 12.8 percent in June. NRF’s numbers were up 13 percent unadjusted year-over-year on a three-month moving average.
For the first seven months of the year, sales as calculated by NRF were up 15.5 percent over the same period in 2020. That is consistent with NRF’s revised forecast that 2021 retail sales should grow between 10.5 percent and 13.5 percent over 2020 to between $4.44 trillion and $4.56 trillion.
July sales were down in all but two categories on a monthly basis but up across the board year-over-year, led by increases at clothing, electronics and furniture stores.
Click here to read the full story from the NRF.
 |